

ring rolling machine process
Introduce
The production of seamless forged rings is often performed by a process called ring rolling machine. These machine vary in size to produce forged rings with outside diameters from 45 mm 1500 mm to and in weights from 0.5 kg up to over 400 kgs.




What is ring rolling machine
The ring rolling process starts with a circular preform of metal that has been previously upset and pierced (using the open die forging machines) to form a hollow “doughnut.” This doughnut is heated above 1000℃ temperature and placed over the idler or mandrel roll. This idler roll then moves under pressure toward a drive roll that continuously rotates to reduce the wall thickness, thereby increasing the diameters (I.D. and O.D.) of the resulting ring.
Seamless rolled rings can be produced in configurations ranging from flat, washer-like parts to tall, cylindrical shapes, with heights ranging from less than an inch to more than 9 feet. Wall thickness to height ratios of rings typically range from 1:16 up to 16:1, although greater proportions can be achieved with special processing. The simplest and most commonly used shape is a rectangular cross-section ring, but shaped tooling can be used to produce seamless rolled rings in complex, custom shapes with contours on the inside and/or outside diameters.
Ring rolling machine process stage
Full wiew

First is heat the material to above 1000℃ temperature.
1.Starting stock cut to size by weight is first rounded, then upset to achieve structural integrity and directional grain flow.

2. Piercing involves forcing a punch into the hot upset stock causing metal to be displaced radially, as shown by the illustration
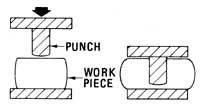
3. A subsequent operation, shearing, serves to remove the small punchout

4. producing a completed hole through the stock, which is now ready for the ring rolling operation itself. At this point the stock is called a preform.

5. The doughnut-shaped preform is slipped over the ID roll shown here from an "above" view.

6. A side view of the ring mill and preform workpiece, which squeezes it against the OD roll which imparts rotary action
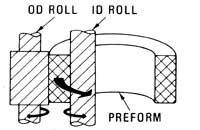
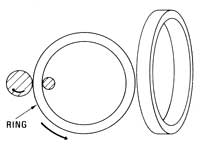
7. Resulting in a thinning of the section and correspondence increase in the diameter of the ring. Once off the ring mill, the ring is then ready for secondary operations such as close tolerance sizing, parting, heat treatment and test/inspection.
Full process video



