

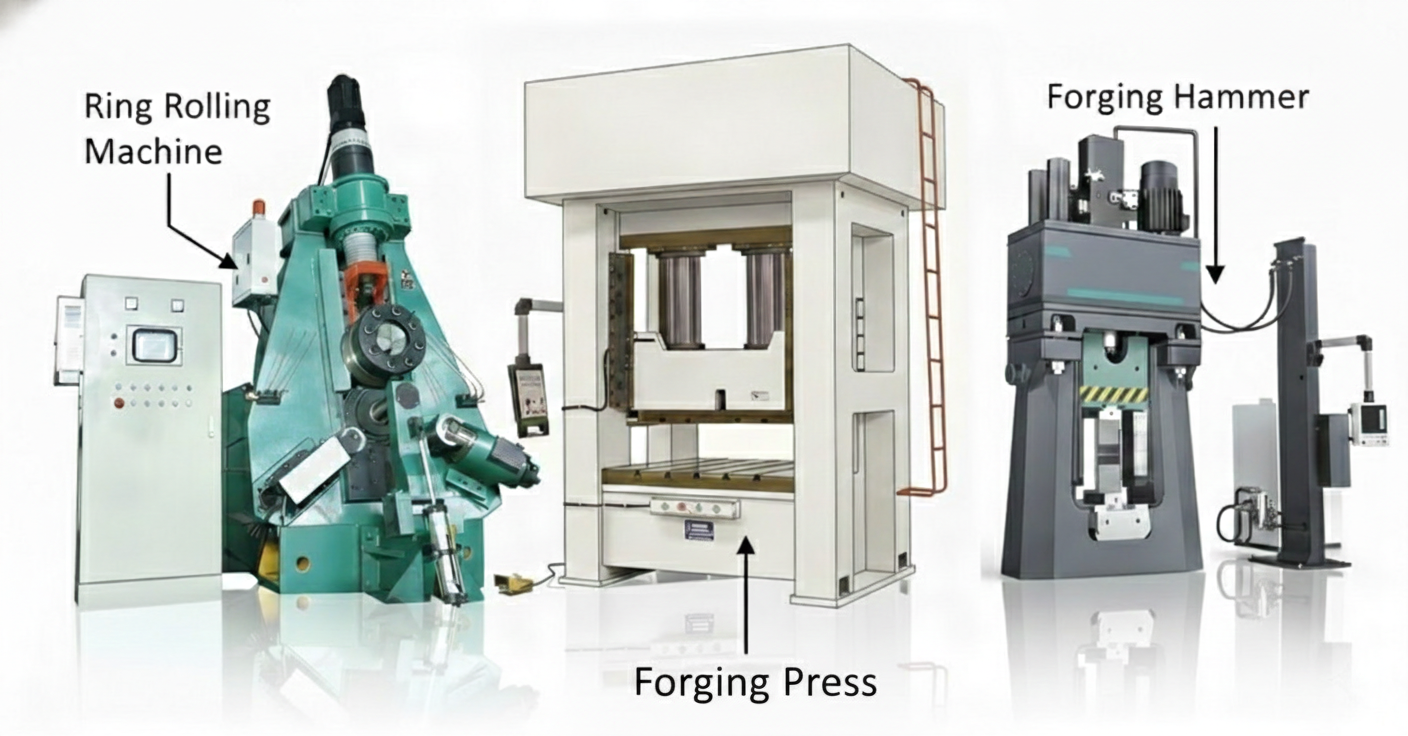
Three Key Ring Manufacturing Routes Explained: Ring Rolling vs Hammer Forging vs Press Forging
A professional, comprehensive comparison of rings produced by:
-
Ring rolling mill (radial / radial‑axial ring rolling)
-
Forging hammer (open‑die hammer forging)
-
Press forging (open‑die hydraulic/mechanical press, and—when relevant—closed‑die press forging)
There is no absolute “best” in all cases; the right answer depends on ring size, section shape, material, quality requirements, and production volume.
compare hammer press ring rolling machines
1) What each process actually does
A) Ring rolling (ring rolling mill)
-
Starts from a pierced ring blank (a donut‑shaped preform).
-
The ring is rolled between a main roll and mandrel roll; diameter increases while wall thickness decreases.
-
In radial‑axial rolling, axial rolls control height/face geometry too.
Core strength: excellent control of roundness, wall thickness uniformity, repeatability, and very good circumferential grain flow.
B) Forging hammer (open‑die hammer forging)
-
Shapes hot metal by high‑strain‑rate impact blows.
-
Rings are usually made by: upsetting → piercing → expanding on a mandrel, with multiple heats/blows.
Core strength: flexibility, lower equipment complexity for small/medium work, good for small batches and frequent changes.
C) Press forging
Two main variants:
C1) Open‑die press forging (hydraulic or mechanical press)
-
Uses controlled compression with lower strain rate than a hammer.
-
Commonly used for ingot/billet breakdown, upsetting, drawing, piercing, and ring blank preparation.
Core strength: best for deep “forging through” (through‑thickness deformation) and internal quality improvements in large sections; process is controllable.
C2) Closed‑die press forging (die forging / screw press / mechanical press)
-
Uses dies to near‑net shape a preform (including ring preforms with steps/flanges).
-
Requires tooling; excellent repeatability if dies are well designed.
Core strength: complex cross‑sections and high repeatability in high volume—but tooling cost/lead time is significant.
2) Metallurgy & mechanical properties (strength, toughness, fatigue)
2.1 Grain flow (fiber flow) and load direction
Ring rolling:
-
Tends to produce continuous circumferential grain flow, which is highly favorable for rings that carry hoop stress and cyclic loads (bearings, gears, flanges, wind‑power rings).
-
Often delivers excellent fatigue performance consistency (assuming good preform quality).

502587281 9248124131953679 9096479018196186353 n
Hammer forging:
-
Grain flow depends heavily on forging sequence; impact deformation is more localized.
-
Can be very good, but repeatability and uniformity are more operator/process dependent.
Open‑die press forging:
-
Very strong at producing uniform, deep deformation (especially in large cross‑sections), which supports good, consistent microstructure—often a key advantage for critical rings.
Closed‑die press forging:
-
Can align grain flow to shape features, but also carries risks if dies/process are not optimized (folds, laps, unfavorable flow turns).
Practical takeaway:
-
For circumferential fatigue‑driven performance, ring rolling commonly wins.
-
For thick‑section integrity and uniform “forging through”, open‑die press forging often wins (especially as a preform step).
2.2 “Which makes the densest ring?”
This is where misconceptions happen.
-
Internal soundness (closing porosity, breaking up segregation, refining structure) is driven mainly by:
-
starting material quality (ingot vs billet vs ESR/VAR, cleanliness)
-
effective forging ratio and deformation path
-
temperature control
-
heat treatment and inspection
-
Open‑die press forging is usually the most reliable for heavy section “breakdown” and internal quality improvement.
Ring rolling improves structure in the rolled zone, but it cannot magically fix a poorly forged/poorly pierced ring blank.
Best practice for high‑end rings:
Press (or hammer) breakdown + piercing/expansion → ring rolling to final size → heat treat → inspection.
3) Dimensional accuracy & repeatability
General ranking (typical industrial reality):
Ring rolling > closed‑die press forging (with good dies) > open‑die press forging > hammer forging
Ring rolling excels in:
-
roundness
-
wall thickness uniformity
-
concentricity
-
lower machining allowance
-
stable batch‑to‑batch output (especially CNC)
Hammer forging is often:
-
more variable in geometry
-
higher machining allowance
-
more dependent on operator skill
4) Size range & shape capability
Large diameter rings
-
Ring rolling is often the most economical and stable way to make large diameter rings, especially with radial‑axial mills.
-
Press forging is essential for preparing large ring blanks (and sometimes for final shaping if rolling is unavailable).
Thick‑section rings
-
Open‑die press forging often has the advantage in achieving sufficient deformation through thickness.
-
Ring rolling still works well, but the preform must be properly forged.
Complex cross sections (steps, flanges, profiles)
-
Closed‑die press forging can produce complex features efficiently (tooling required).
-
Ring rolling can do some profiles (with shaped rolls), but complexity is limited by stability and tooling.
-
Hammer forging can form features but usually with higher variation and more machining.
5) Productivity, cost, and material utilization
High volume / stable product mix
-
Ring rolling: high productivity, good automation, low per‑piece cost once set up.
-
Closed‑die press forging: also high productivity, but tooling costs are high.
Low volume / frequent changes / prototyping
-
Hammer forging: flexible, low tooling, quick changeover.
-
Open‑die press forging: flexible but equipment cost higher; still good for varied products.
Material utilization & machining allowance
-
Ring rolling generally provides best material yield (less waste) and lower machining allowance.
-
Open‑die methods typically need more allowance.
6) Typical defect modes (what can go wrong)
Ring rolling
-
ovality / out‑of‑round
-
wall thickness variation
-
surface laps/roll marks
-
edge cracking (temperature window, reduction too aggressive)
-
defects “carried in” from a poor preform (poor piercing, internal discontinuities)
Hammer forging
-
laps/folds from improper manipulation
-
surface cracking (temperature control)
-
insufficient center deformation in thick sections
-
dimensional variability, inconsistent allowances
Press forging
-
open‑die: barreling, uneven deformation if not properly sequenced
-
closed‑die: underfill, laps, die mismatch, die wear → dimensional drift
7) Summary table (engineering view)
| Category | Ring Rolling Mill | Hammer Forging (Open‑Die) | Open‑Die Press Forging | Closed‑Die Press Forging |
|---|---|---|---|---|
| Best for | near‑net rings, large diameters, tight tolerance | small batches, flexibility | heavy sections, internal quality, preforms | complex cross‑sections, high repeatability in volume |
| Internal soundness potential | high if preform is good | medium‑high (process dependent) | highest for thick sections | high (but die/process critical) |
| Circumferential grain flow | excellent | good (varies) | good | varies by die design |
| Dimensional accuracy | highest | lowest | medium | high |
| Repeatability | high | low‑medium | medium‑high | high |
| Material utilization | high | low‑medium | medium | medium‑high |
| Tooling cost | medium (rolls) | low | low‑medium | high |
| Best overall route for critical rings | Press breakdown + rolling | Hammer/press breakdown + rolling | Press breakdown + rolling | Die preform + rolling or machining |
8) Practical selection rules (fast decision)
Choose ring rolling when:
-
diameter is medium‑to‑large
-
you need tight tolerance, low machining, high batch consistency
-
fatigue/hoop‑stress performance is key
-
production volume is moderate to high
Choose open‑die press forging (especially as a preform step) when:
-
cross section is thick and internal quality is critical
-
you need strong control of forging ratio and uniformity
-
material is high‑value/high‑alloy and requires careful deformation
Choose hammer forging when:
-
low volume, prototypes, frequent design changes
-
small/medium sizes where flexibility matters
-
you accept more machining allowance and variability (or you have a very skilled team)
Choose closed‑die press forging when:
-
cross‑section is complex and volume justifies tooling
-
you need repeatability and near‑net features
-
you can invest in die design and maintenance
9) The “best overall” for critical industrial rings
For demanding rings (bearing, wind, pressure, aerospace‑grade, etc.), the most robust industrial route is often:
Open‑die press (or sometimes hammer) for breakdown + piercing/expansion → ring rolling to final size → controlled heat treatment → UT/MT/PT inspection → machining
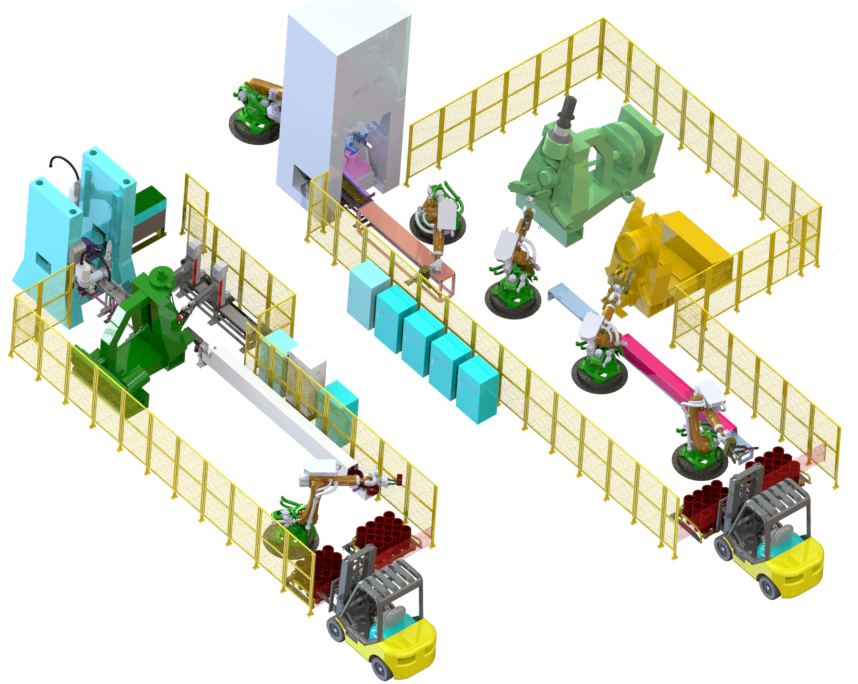
the full line of ring rolling machine
This typically maximizes internal soundness + circumferential grain flow + dimensional accuracy.



